
 English
English 中文简体
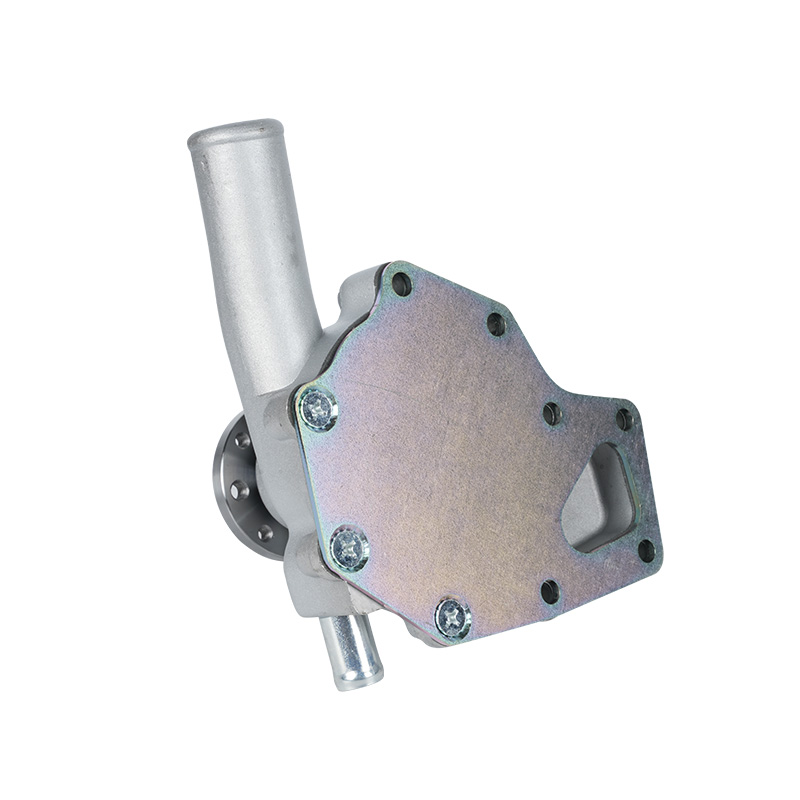
中文简体Forklift Water Pump Ensures Engine Cooling
The forklift water pump serves as an essential component in material handling equipment, ensuring that internal combustion engines maintain appropriate operating temperatures during continuous use in warehouses, distribution centers, and industrial facilities. At its core, the forklift water pump is a centrifugal device that circulates coolant through the engine block and radiator, preventing overheating that could cause engine damage and costly downtime. Industry data indicates that cooling system failures, including water pump malfunctions, account for approximately 15 percent of unplanned forklift service events, making the forklift water pump a focus of preventive maintenance programs.
What Are the Key Technical Features of the Forklift Water Pump?
The forklift water pump incorporates several engineering features that determine its performance and service life. The impeller in a typical forklift water pump rotates at speeds between 2,500 and 4,500 revolutions per minute, proportional to engine speed through belt or gear drive connections. Bearing assemblies within the forklift water pump support the rotating shaft, with sealed bearings designed to withstand operating temperatures up to 120 degrees Celsius. Mechanical seals prevent coolant leakage where the shaft passes through the pump housing, representing a critical wear point in forklift water pump construction.
How Does the Forklift Water Pump Work?
The forklift water pump operates on the principle of centrifugal force generation. As the engine's crankshaft turns, a belt or gear train transfers rotational energy to the forklift water pump pulley or drive gear. This rotation spins the impeller inside the pump housing, creating a low-pressure zone at the impeller center that draws coolant from the radiator outlet. Centrifugal force then throws the coolant outward against the pump housing volute, where the expanding passage converts velocity into pressure, pushing coolant into the engine block. The forklift water pump continues this process as long as the engine runs, with flow rate increasing proportionally to engine speed. A typical forklift water pump moves approximately 2,000 to 3,000 liters of coolant per hour during moderate load operation.
Where Are Forklift Water Pumps Typically Applied?
Forklift water pump applications span diverse material handling environments where internal combustion forklifts remain prevalent. Warehouse operations with high-density storage rely on forklift water pump reliability for order fulfillment during extended shifts. Construction material yards expose forklift water pump units to dust and debris, requiring sealed bearing designs that resist contamination. Lumber and building supply facilities operate forklifts in outdoor conditions across seasonal temperature variations, demanding forklift water pump performance from winter conditions to summer heat. Recycling centers and waste handling facilities subject forklift water pump systems to abrasive particulates, making housing durability a selection factor.
The forklift water pump remains a fundamental component whose reliable operation directly supports the productivity of material handling across these diverse industrial settings. As forklift fleet managers implement preventive maintenance programs, the forklift water pump receives attention as a component with predictable wear patterns, allowing scheduled replacement before unexpected failure occurs.
For hydraulic system applications requiring reliable fluid transfer, Product Recommendations point to ZHEJIANG JINRUI PUMP INDUSTRY CO., LTD.'s CZL-F-046. This pump unit features precision-engineered components that provide consistent flow rates and pressure stability across various operating conditions. The CZL-F-046 accommodates standard hydraulic fluids and operates efficiently in industrial environments where dependable performance is essential. Users benefit from reduced maintenance intervals compared to conventional pump designs, as the CZL-F-046 incorporates wear-resistant materials that extend component service life.
Previous Post
Agricultural Water Pump Market Grows Steadily
Next Post
Engine Water Pump Powers Automotive Cooling Systems














CONTACT US NOW
We sincerely welcome friends from all walks of life
to visit Zhejiang Jinrui Pump Industry Co., Ltd. to
visit, guide and business negotiations,
and jointly create a better future.
- KEEP IN TOUCH
- Phase I of Longshang Shoes Industrial Base, Tashi Street, Longquan City, Lishui City, Zhejiang, China.
- [email protected]
- +86-18957085800 / +86-15268785899
- MOBILE WEB
Copyright © 2024 Zhejiang Jinrui Pump Industry Co., Ltd. 
Electric Pump Factory
