
 English
English 中文简体
中文简体Forklift Water Pump Ensures Engine Reliability
At the heart of the engine cooling system lies a critical, yet often overlooked, component: the forklift water pump. This small but vital pump is responsible for maintaining ideal engine temperature, and its failure can cause costly downtime, with repair costs for overheated engines potentially running into thousands of dollars. Understanding its function, variety, and maintenance is key to ensuring fleet reliability and productivity.
What Is Its Core Principle and Function?
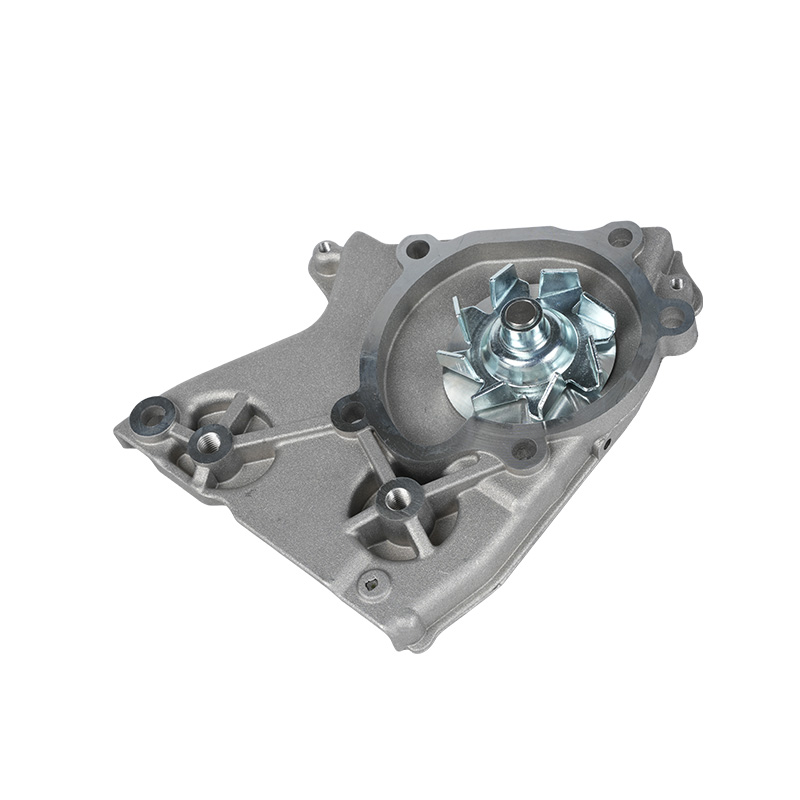
The forklift water pump operates on a simple yet effective centrifugal principle. Driven directly by the engine, typically via a belt or gear, its impeller spins at high speed. This rotation draws coolant from the radiator's lower tank and forcefully pushes it through the engine block and cylinder head. This circulation is not passive; it creates the necessary flow—often measured in gallons per minute (GPM)—to transfer heat away from critical engine components like the cylinders and pistons. The heated coolant then returns to the radiator to be cooled by airflow before the cycle repeats. This continuous loop is what prevents the engine from overheating, which can cause severe damage such as warped cylinder heads or a seized engine in a matter of minutes under full load.
What Are the Main Types?
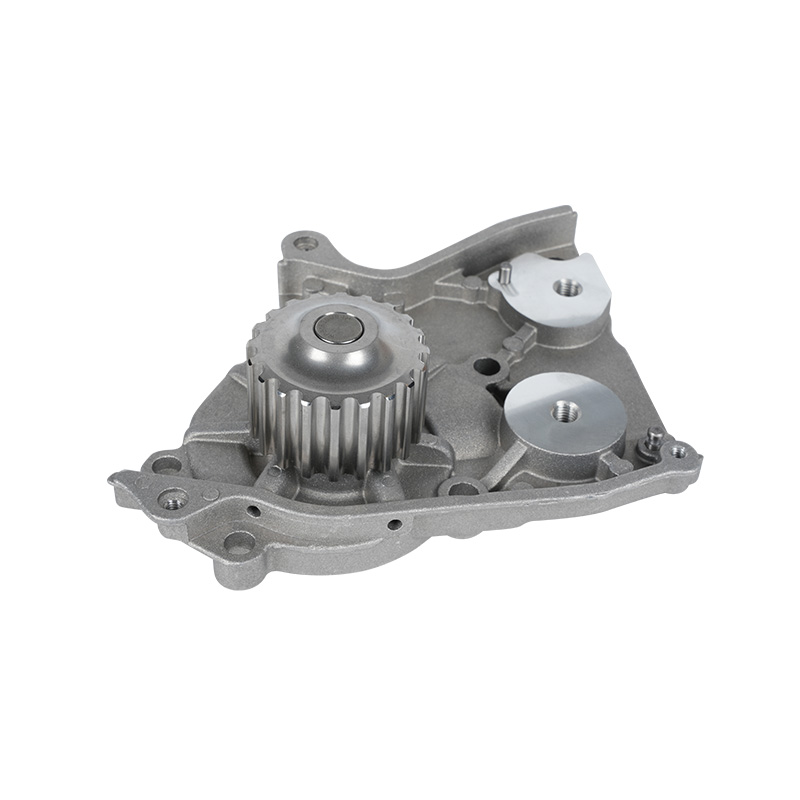
Forklift water pumps are categorized primarily by their mounting and drive method to suit different engine designs. The many common types include flange-mounted pumps that bolt directly to the engine block and pulley-driven pumps that are part of a belt-driven accessory system. Internally, the core components are the housing, usually cast from iron or aluminum for durability and heat dissipation, and the impeller. Impeller design and material, often steel or a high-temperature polymer, are crucial for generating efficient flow with small cavitation. The pump also incorporates a mechanical seal to prevent coolant leakage along the drive shaft and a bearing assembly to support the impeller shaft. The entire unit is engineered for compactness to fit within the tight confines of a forklift engine compartment.
How Can Maintenance Prevent Failure?
Proactive maintenance is the many effective strategy to extend the service life of a forklift water pump and avoid catastrophic engine failure. Regular inspection of the drive belt for proper tension and wear is essential, as a slipping belt will reduce pump speed and coolant flow. Coolant quality must be maintained; a mixture of antifreeze and distilled water in the correct ratio (often 50/50) provides corrosion inhibition and proper lubrication for the pump seal. Mechanics should periodically check for signs of leakage from the pump's weep hole, a small vent designed to release coolant if the primary seal begins to fail—a clear early warning sign. Furthermore, ensuring the entire cooling system, including the radiator and hoses, is free from blockages and leaks helps maintain proper system pressure and reduces strain on the pump. Implementing a scheduled replacement of the forklift water pump as part of a major engine overhaul, often around the 8,000 to 10,000-hour mark for many models, can be a cost-effective preventive measure compared to reactive repair.
As forklift engines evolve to meet stricter emissions and efficiency standards, the demands on the cooling system and the forklift water pump intensify. The integration of more precise electronic controls and the development of longer-lasting seal technologies are ongoing trends. For fleet managers, recognizing the forklift water pump not as a mere accessory but as a vital safeguard for one of their many valuable assets is a crucial step toward small operational risk and big uptime.
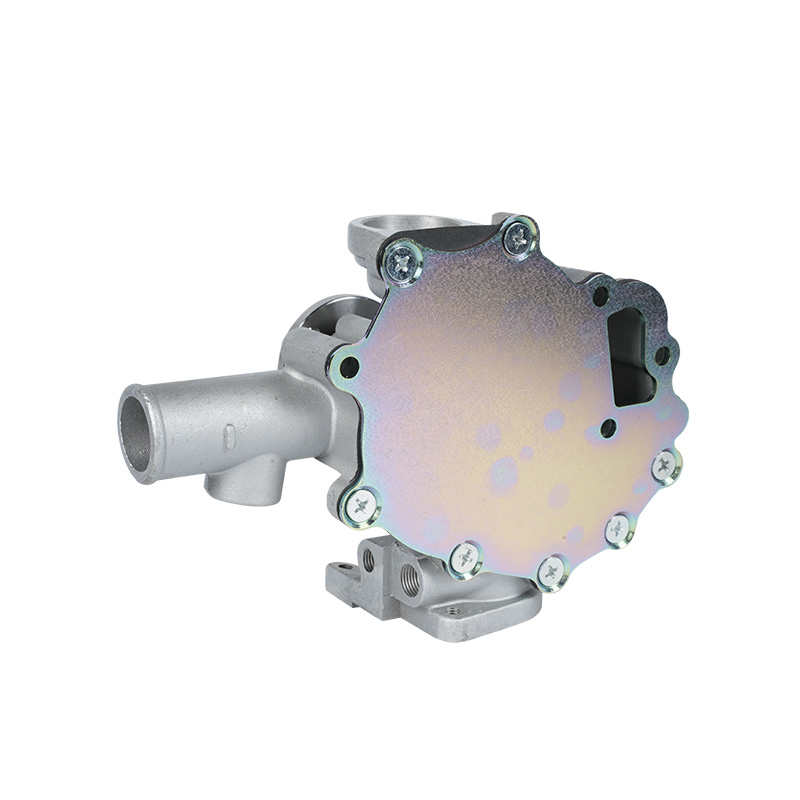
For demanding industrial fluid transfer needs, the CZL-F-010 pump from ZHEJIANG JINRUI PUMP INDUSTRY CO., LTD. offers a robust and reliable solution. Engineered for high performance in tough environments, it is well-suited for applications such as heavy-duty water circulation, industrial supply systems, and process transfer. The pump features durable construction and corrosion-resistant components to ensure longevity and reduce maintenance demands. With a design focused on energy efficiency and operational stability, the CZL-F-010 provides consistent flow and pressure, making it a cost-effective and dependable choice for critical industrial processes.
Previous Post
Water Pump Market Grows with Diverse Applications
Next Post
Agricultural Water Pump Innovations Boost Farm Efficiency















CONTACT US NOW
We sincerely welcome friends from all walks of life
to visit Zhejiang Jinrui Pump Industry Co., Ltd. to
visit, guide and business negotiations,
and jointly create a better future.
- KEEP IN TOUCH
- Phase I of Longshang Shoes Industrial Base, Tashi Street, Longquan City, Lishui City, Zhejiang, China.
- [email protected]
- +86-18957085800 / +86-15268785899
- MOBILE WEB
Copyright © 2024 Zhejiang Jinrui Pump Industry Co., Ltd. 
Electric Pump Factory
