
 English
English 中文简体
中文简体Excavator Water Pump Market Shows Growth
The global excavator water pump sector continues growing as construction and mining operations require reliable engine cooling components for heavy machinery operating in demanding conditions. Market analysis indicates the hydraulic equipment market, which includes excavator water pump systems, is projected to reach approximately $64.6 billion by 2031, with the Asia-Pacific region maintaining the largest market share due to rapid industrialization and infrastructure development.
What Basic Knowledge Defines Excavator Water Pump Function and Design?
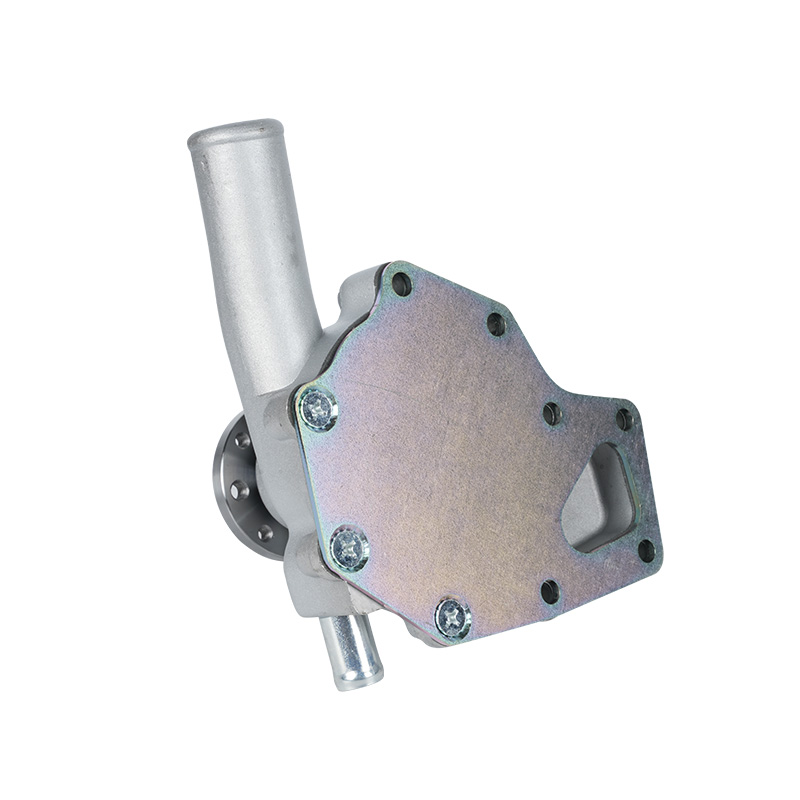
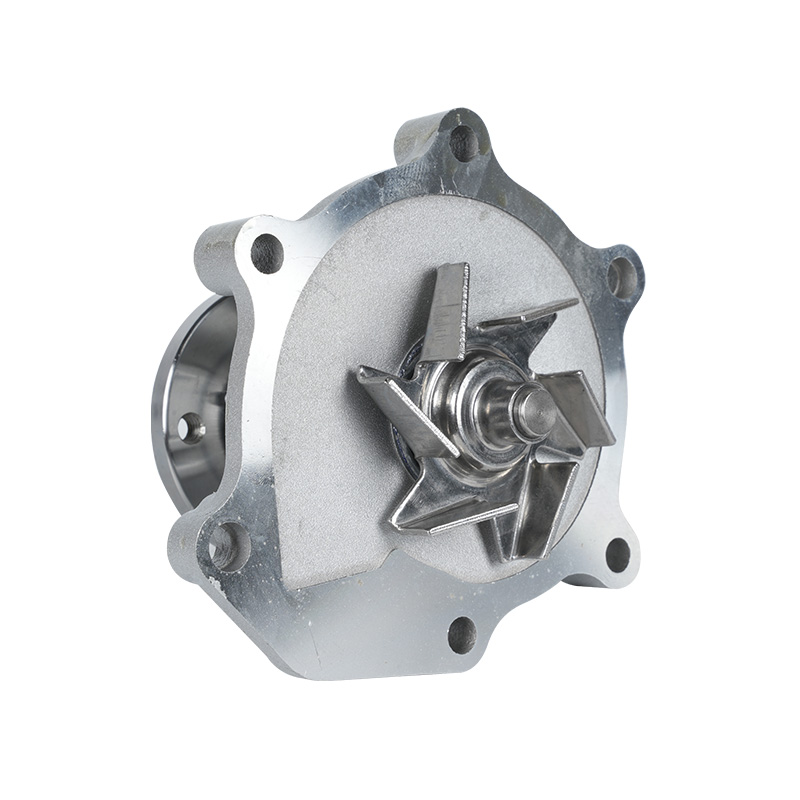
An excavator water pump is a centrifugal pump mounted on the engine block, responsible for circulating coolant through the engine to dissipate heat generated during combustion and friction. The fundamental operation of an excavator water pump involves a rotating impeller driven by the engine crankshaft via a belt, which creates centrifugal force that throws coolant outward while drawing fresh coolant from the radiator into the center of the pump. Premium excavator water pump designs incorporate dual inlet and outlet ports for efficient coolant circulation, ensuring consistent temperature distribution throughout the engine block. Noise levels of quality excavator water pump units measure approximately 55 to 60 decibels, below the industry standard of 65 decibels for comparable components.
What Major Types of Excavator Water Pump Products Serve Different Applications?
Excavator water pump products are available in multiple configurations designed for specific engine models and operating requirements. Engine-mounted coolant pumps represent the many common excavator water pump type, directly driven by the engine's belt system and sized according to engine displacement and cooling needs. Hydraulic-driven trash water pumps serve a different excavator water pump category, utilizing the machine's hydraulic circuit to power a separate pump unit for dewatering applications. Material grades for excavator water pump construction range from gray cast iron for standard applications to ductile iron for enhanced durability, with professional-grade units using alloy steel for bad condition performance.
What Market Dynamics and Supply Chain Factors Affect Excavator Water Pump Availability?
Several factors influence the excavator water pump market and affect how equipment owners source replacement components. Asia-Pacific leads global excavator water pump consumption, driven by the region's large population of operating excavators across construction, mining, and infrastructure projects. Regional distribution networks for excavator water pump products concentrate in areas with high equipment density, with supplier networks established across major construction markets. Parts compatibility requires attention to engine model and excavator variant, as excavator water pump designs differ across manufacturers and production eras. Cast iron remains the predominant material for excavator water pump construction due to its combination of strength, machinability, and cost-effectiveness, though alternative materials appear in specialized applications.
The excavator water pump market appears positioned for steady demand as the global fleet of excavators requires ongoing maintenance and component replacement. These essential cooling system components will remain critical to engine reliability in construction and mining equipment, with product development focused on extended service life and improved efficiency.
The CXL-E-036 engine water pump from Zhejiang Jinrui Pump Industry Co., Ltd. provides dependable cooling circulation for automotive engine systems. Precision-engineered for consistent coolant flow, this model helps maintain ideal operating temperatures under normal driving conditions. The pump features durable construction with corrosion-resistant materials and quality bearings to support extended service life. Designed to meet original equipment specifications, the CXL-E-036 ensures proper fit and reliable function across compatible vehicle platforms. Regular cooling system inspections, including water pump performance checks, help prevent engine overheating and reduce the risk of component wear. This unit offers a practical solution for routine replacement needs in standard automotive maintenance.
Previous Post
Water Pump Market Shows Strong Growth
Next Post
Agricultural Water Pump Market Grows Steadily















CONTACT US NOW
We sincerely welcome friends from all walks of life
to visit Zhejiang Jinrui Pump Industry Co., Ltd. to
visit, guide and business negotiations,
and jointly create a better future.
- KEEP IN TOUCH
- Phase I of Longshang Shoes Industrial Base, Tashi Street, Longquan City, Lishui City, Zhejiang, China.
- [email protected]
- +86-18957085800 / +86-15268785899
- MOBILE WEB
Copyright © 2024 Zhejiang Jinrui Pump Industry Co., Ltd. 
Electric Pump Factory
