
 English
English 中文简体
中文简体Excavator Water Pump Maintenance Gains Priority
The heavy equipment sector is paying closer attention to the excavator water pump as modern machines operate under higher thermal stress and longer duty cycles. An excavator in demanding conditions can log over 3,000 hours annually, with its cooling system rejecting heat from a turbocharged diesel engine whose coolant temperature swings from ambient to 95 degrees Celsius within 15 minutes of startup. Field service records indicate that cooling system faults, many traceable to the excavator water pump, account for roughly 12 percent of unscheduled downtime in mining and construction fleets, prompting fleet managers to elevate this component from a run-to-failure item to a scheduled replacement priority.
What Defines the Core Structure and Key Components?
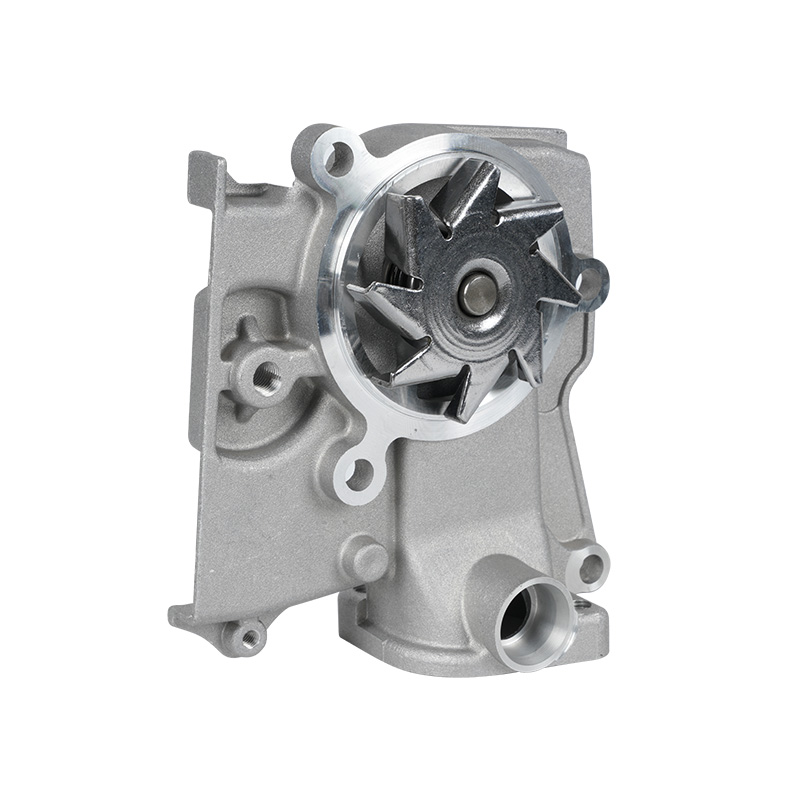
The excavator water pump is a centrifugal pump engineered for vibration, shock loading, and debris exposure characteristic of earthmoving environments. At its heart sits a double-row angular contact bearing with a calculated L10 fatigue life exceeding 15,000 hours under rated belt tension, supporting an induction-hardened steel shaft. The impeller has largely transitioned from cast iron to stamped stainless steel, now holding roughly 55 percent of the OEM market due to predominant cavitation resistance at flow rates above 300 liters per minute. The mechanical seal remains the failure-prone subcomponent, accounting for approximately 60 percent of replacements. Contemporary cartridge seals pair a silicon carbide stationary face with a carbon rotating ring, separated by a coolant film of 0.2 to 0.4 microns during operation. A vented tell-tale hole allows controlled coolant weeping to the exterior rather than into the bearing cavity, transforming a potential catastrophic failure into a visible maintenance indicator. The cast iron housing incorporates volute geometry achieving hydraulic efficiencies between 65 and 72 percent at rated engine speed.
What Performance Parameters Govern Operation?
Performance is defined by flow rate, head pressure, and cavitation margin across the full operating range. A typical 20-ton excavator requires a pump delivering 250 to 350 liters per minute at a total dynamic head of 8 to 12 meters when the engine is at 2,000 revolutions per minute. Drive ratios keep pump speed between 1.0 and 1.4 times crankshaft speed, consuming an estimated 3 to 6 kilowatts of engine power. Net positive suction head required is typically 2.5 to 4 meters at operating temperature, meaning coolant level must be maintained to prevent cavitation damage. Extended-life organic acid technology coolants, specified for 6,000-hour service intervals, reduce silicate drop-out and extend mechanical seal life by a demonstrated 20 to 25 percent in fleet testing. Thermostat opening temperature, typically 82 to 88 degrees Celsius, defines full coolant flow demand, and operating outside this window imposes thermal cycling stress that accelerates seal aging.
How Should Installation, Maintenance and Replacement Be Conducted?
Proper installation directly determines service life. Belt tension must be set to 10 to 14 millimeters of deflection under a 10-kilogram force at the pulley midpoint, as over-tensioning can reduce bearing life by up to 45 percent. Pulley alignment relative to the crankshaft must be held within 0.5 degrees, with laser tools increasingly supplementing straightedge methods. Mounting flange bolts require a uniform torque of 25 to 30 newton-meters for M8 fasteners, applied diagonally to prevent housing distortion. Maintenance inspection at 500-hour intervals should check the tell-tale hole for wetness and verify radial play at the pulley rim does not exceed 0.2 millimeters. Replacement is indicated when weep rate exceeds one drop per minute at operating temperature or when bearing noise becomes audible without a stethoscope. The block mating surface must be cleaned to a flatness deviation of 8 to 12 microns. After installation, the system should be pressure-tested to 1.2 times the radiator cap rating for 10 minutes, with a pressure drop exceeding 0.1 bar signaling a seal requiring reexamination.
As excavator duty cycles intensify and engine bay packaging grows tighter, thermal and mechanical demands on cooling components will only increase. The excavator water pump, once an afterthought in maintenance planning, now commands attention as a determinant of machine uptime and engine longevity. Operations shifting the excavator water pump from reactive replacement to scheduled exchange at 8,000 to 10,000 hours have reduced cooling-related breakdowns by approximately 30 percent, a figure translating directly to project completion rates and operating cost per hour.
For reliable cooling in heavy machinery, we recommend the CXL-E-004 Excavator Water Pump from Zhejiang Jinrui Pump Industry Co., Ltd. This precision-engineered pump is designed specifically for excavator engines, ensuring consistent coolant circulation to prevent overheating and extend engine life. Built with durable materials and high-temperature resistance, the CXL-E-004 offers outstanding sealing performance and leak protection. It serves as a direct replacement for worn or failed OEM pumps, making maintenance quick and hassle-free. Ideal for construction sites, mining operations, or equipment repair shops. Choose Jinrui for a cost-effective, high-quality solution that keeps your excavator running smoothly under the toughest conditions.
Previous Post
Forklift Hydraulic Pump Market Pivots to Efficiency
Next Post
Engine Water Pump Failure Prevention Gains Focus





















CONTACT US NOW
We sincerely welcome friends from all walks of life
to visit Zhejiang Jinrui Pump Industry Co., Ltd. to
visit, guide and business negotiations,
and jointly create a better future.
- KEEP IN TOUCH
- Phase I of Longshang Shoes Industrial Base, Tashi Street, Longquan City, Lishui City, Zhejiang, China.
- [email protected]
- +86-18957085800 / +86-15268785899
- MOBILE WEB
Copyright © 2024 Zhejiang Jinrui Pump Industry Co., Ltd. 
Electric Pump Factory
